|
Избранное
Наши партнеры
Наши заказчики
|
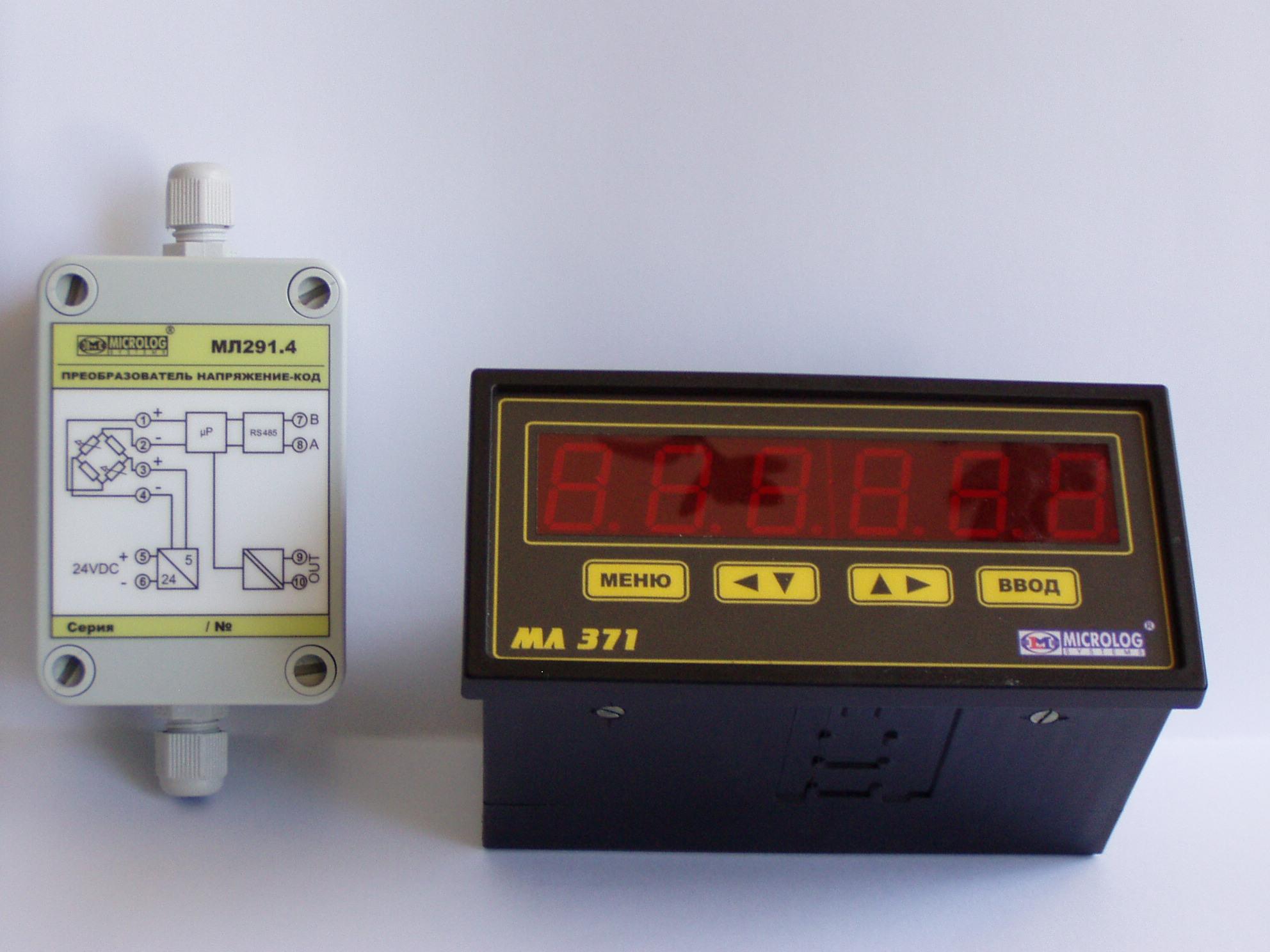
МЛ 534 Cистемы управления для мини-заводов по производству раствора, бетона, тротуарной плитки Система обеспечивает работу технологического комплекса, состоящего из дозирующего и смесительного оборудования в ручном и автоматическом режимах. Пригодна для эксплуатации в условиях воздействия повышенной вибрации, запыленности, перепадов температуры, высоком уровне индустриальных помех. Выполнена на базе преобразователей «напряжение - код» (ПНК) МЛ 292.Х и специализированных контроллеров дозаторов МЛ 371. Имеется несколько исполнений системы, которые применяются в зависимости от состава оборудования и требуемого уровня автоматизации. Упрощенный вариант системы (рис.1) включает преобразователи «напряжение - код» по количеству дозаторов, которые устанавливаются в непосредственной близости от тензодатчиков, а также блоков индикации по количеству дозаторов, управляющего контроллера с клавиатурой, которые установлены в электрошкафу в комплекте с силовой автоматикой. Сопряжение контроллера с преобразователями осуществляется посредством программируемого интерфейса RS-485, что дает возможность размещать ПНК непосредственно возле тензодатчиков, а контроллер - на значительном расстоянии от него в операторской кабине. На передней двери электрошкафа расположена мнемосхема комплекса с установленными на ней органами управления и индикации. В расширенном варианте каждый дозатор имеет свой ПНК и контроллер дозатора, многоканальный регистратор параметров МЛ 914/921 с выходом на персональный компьютер АРМ оператора бетоносмесительной установки (рис. 2.3). Преобразователи «напряжение - код» МЛ 292.Х обеспечивают питание присоединенных к ним тензодатчиков, преобразование сигналов тензодатчиков в цифровой кол, цифровую обработку результатов измерений и передачу данных на контроллеры дозаторов для дальнейшей обработки и выработки сигналов управления механизмами комплекса. Применение в ПНК мощного микроконтроллера с 24-разрядным аналого-цифровым преобразователем обеспечивает высокую точность измерения веса, комбинированную аппаратно - программную фильтрацию помех. Некоторые исполнения ПНК имеют до четырех дискретных выходов, с помощью которых обеспечивается локальное управление исполнительными механизмами конкретного дозатора и сопряженного с ним оборудования. Путем выработки управляющих сигналов завершения подачи продукта в бункер дозатора на локальном уровне достигается существенное повышение быстродействия системы, что особенно важно при прецизионном дозировании малых доз компонентов.
Программируемые контроллеры МЛ 371 имеют большой объем оперативной и энергонезависимой памяти, часы реального времени, 2 высокоскоростных импульсных входа, 8 дискретных входов и 10 мощных дискретных выходов, посредством которых обеспечивается контроль и управление механизмами комплекса, клавиатуру и панель индикации для ввода и отображения значений параметров. Путем установки дополнительного процессорного блока количество входных и выходных сигналов можно удвоить. Контроллеры имеют широкий набор интерфейсов внутрисистемной связи и два гальванически развязанных интерфейса RS-485 для организации внешних связей. К одному из них могут быть подключены преобразователи ПНК, ко второму интерфейсу всех контроллеров может быть подключен либо регистратор параметров МЛ 914/921, либо персональный компьютер АРМ оператора бетоносмесительной установки.
Регистратор параметров МЛ 914/921 представляет собой мощную систему обработки информации с большим объемом оперативной и энергонезависимой памяти, содержит часы реального времени и два гальванически развязанных интерфейса RS-485 для организации внешних связей. Имеет дополнительные входы / выходы для регистрации дискретных событий и выдачи сигналов предупредительной и аварийной сигнализации. Обеспечивает управление производственными циклами в соответствии с заданной рецептурой, сбор и архивирование производственных данных за заданный промежуток времени с заданной частотой опроса, оперативный доступ к производственным параметрам, программирование всех настроек процесса. Доступ к архивам, рецептам, внесение корректировок производится без остановки производственного процесса. Запись рецептов производится либо вручную с помощью клавиатуры регистратора либо с ПК АРМ оператора.
В ручном режиме управление работой комплекса осуществляется оператором с панели управления посредством расположенных на мнемосхеме комплекса элементов управления и индикации. При этом при дозировании отдельных компонент их текущий вес отображается на соответствующих индикаторах, а начало и конец операций дозирования, загрузки и выгрузки определяются оператором.
В автоматическом режиме система управления обеспечивает непрерывный контроль всего технологического процесса. Все операции по приготовлению бетона выполняются автоматически в соответствии с заданным рецептом, который в упрощенном варианте системы управления задается посредством клавиатуры блока задания контроллера, в более сложных - путем вызова из памяти регистратора (ПК) номера необходимого рецепта и автоматической загрузки значений параметров процесса в оперативную память каждого контроллера дозатора. При необходимости вес любого из компонентов может быть откорректирован вручную с помощью клавиатуры соответствующего контроллера дозатора. При оснащении оборудования соответствующими датчиками система контролирует запас компонентов в расходных бункерах, состояние оборудования и исполнительных органов. При использовании АРМ оператора автоматическая загрузка параметров рецепта вводится от ПК, на мониторе ПК отображается весь ход процесса приготовления бетона с указанием заданных и текущих значений параметров, сообщений предупредительной и аварийной сигнализации, формируются отчеты о выполнении заявок, отпущенной продукции, запасов и расхода компонентов бетонной смеси.
Программный – технический комплекс «АРМ оператора БСУ» предназначен для оперативного контроля и управления технологическими процессами приготовления бетона на БСУ. АРМ обеспечивает:
- связь ПК с системой управления МЛ 534 посредством интерфейса RS 485 (modBUS);
- сбор, регистрацию и архивирование текущих значений параметров процесса за любой промежуток времени;
- запись, хранение и передачу на контроллеры дозаторов производственных данных выбранного рецепта;
- оперативную корректировку параметров процесса;
- представление данных на экране монитора в виде графиков, таблиц, диаграмм в заданном масштабе времени (почасовом, сменном, суточном);
- представление на экране монитора в 2-х мерном изображении технологической схемы процесса с указанием установленных измерительных преобразователей и исполнительных устройств с одновременным отображением текущих значений параметров;
- составление отчетных документов о работе БСУ за смену, сутки, месяц в удобном для анализа виде;
- регистрацию нештатных ситуаций с указанием даты и времени;
- организацию доступа оперативного персонала к работе с программно – техническим комплексом;
- ряд других возможностей, улучшающих качество и оперативность управления процессом.
В настоящее время системы установлены и устанавливаются на ряде предприятий стройиндустрии, планируется использование ее модификаций на предприятиях по производству пенобетона и сухих бетонных смесей.
Заказ/Запрос/Отзыв
|