Предназначены для
оперативного контроля и регулирования температуры и давления /
разрежения в печах для термообработки металлоизделий, а также
обеспечения режима безопасного сжигания природного газа. Различные
модификации системы используются для управления технологическими
процессами в других отраслях промышленного производства: печах отжига
стеклотары, туннельных печах для обжига кирпича, фарфора, строительной
керамики.
Предназначены для
оперативного контроля и регулирования температуры и давления /
разрежения в печах для термообработки металлоизделий, а также
обеспечения режима безопасного сжигания природного газа. Различные
модификации системы используются для управления технологическими
процессами в других отраслях промышленного производства: печах отжига
стеклотары, туннельных печах для обжига кирпича, фарфора, строительной
керамики.
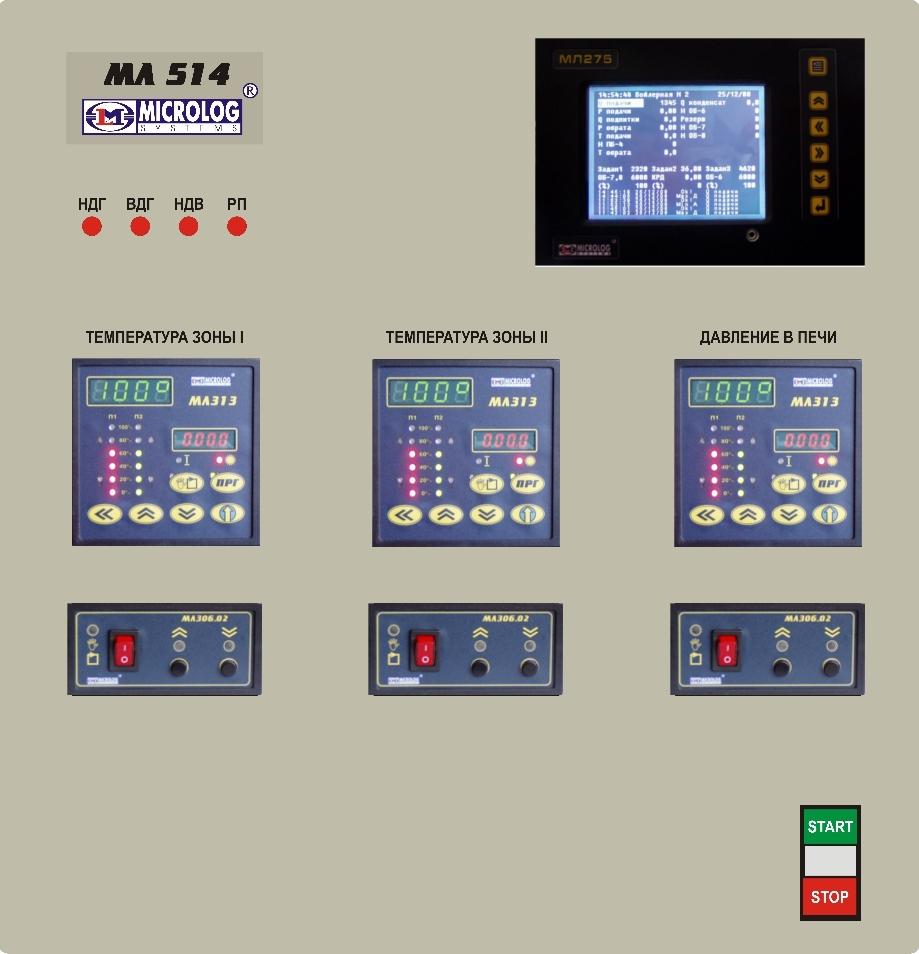
В состав системы входят регуляторы температуры МЛ
314 РТ либо регуляторы соотношения газ / воздух МЛ 313 / 315 РС (по
количеству зон нагрева), регулятор давления / разрежения в печи МЛ 314
РД, блоки ручного управления МЛ 306, контроллер безопасности МЛ 380 КБ
и многоканальный регистратор параметров (многострочный алфавитно –
цифровой МЛ 914 либо графический МЛ 275). При необходимости в состав
системы может быть включен контроллер технологического учета расхода
природного газа МЛ 314 ИРГ.
Выбор
модели регуляторов температуры определяется типом установленной на
объекте газовоздушной арматуры. Регуляторы температуры применяются в
случае, если температурные режимы печи задаются расходом воздуха на
горение с подачей газа в заданном соотношении с помощью механических
регуляторов; регуляторы соотношения применяются при раздельном
управлении исполнительными органами, регулирующими расход газа и
воздуха на горение. В последнем случае используются более совершенные
алгоритмы регулирования соотношения газ - воздух, позволяющие
оптимизировать процесс горения с целью уменьшения расхода газа.
Регулятор давления / разрежения обеспечивает поддержание заданных
аэродинамических параметров печи. В качестве измерительных
преобразователей температуры могут использоваться термопары,
термометры сопротивления, оптические пирометры; давления / разрежения –
преобразователи с токовым выходом 4…20 мА. При необходимости
вмешательства оператора в ход технологического процесса,
совместно с регуляторами применяются блоки ручного управления МЛ 306.
Контроллер безопасности контролирует ряд параметров газо-
воздухоснабжения, давления / разрежения в печи, производит необходимые
действия по обеспечению безопасных условий сжигания газа в процессе
производства.
Многоканальные регистраторы обеспечивают контроль, регистрацию,
долговременное хранение и отображение на алфавитно – цифровом либо
графическом ЖК – индикаторе до 8 / 16 технологических параметров. При
использовании регистратора с графическим индикатором информация
отображается в виде таблиц, графиков, диаграмм либо мнемосхемы
технологического процесса с одновременным отображением текущих значений
контролируемых параметров. Регистраторы имеют дополнительные входы /
выходы для регистрации дискретных событий и выдачи сигналов управления
и/или аварийной сигнализации. В режиме программирования можно
установить два порога предупредительной и аварийной сигнализации:
верхний и нижний (всего четыре). Для задания режимов работы,
температурного графика, уровней срабатывания сигнализации и других
параметров используется высоконадежная мембранная клавиатура.
Сбор
информации от регуляторов, контроллера безопасности, контроллера учета
газа, а также передача уставок этим устройствам осуществляется
посредством первого гальванически развязанного интерфейса RS 485
регистратора. Архив может быть просмотрен и интерпретирован
несколькими способами. Первый, ручной, используется персоналом
непосредственно на объекте. С помощью «меню» регистратора можно
просмотреть архив за любой заданный промежуток времени в табличном или
графическом виде, проанализировать имевшие место аварийные параметры и
режимы, вызвать мнемосхему объекта с одновременным отображением
значений текущих параметров контролируемого процесса. Второй способ
используется для интерпретации полученных результатов с помощью ПК,
причем в этом случае возможны два варианта передачи данных:
непосредственный обмен данными регистратора с ПК и через внешнее
устройство съема информации МЛ 814 (переносной FLASH – накопитель).
Для подключения регистратора к ПК и для подключения к регистратору
переносного накопителя используется второй гальванически развязанный
интерфейс RS 485 регистратора. В обоих случаях на ПК пользователя
устанавливается программа интерпретации данных архива с возможностью
построения таблиц или графиков за заданный промежуток времени.
Если в состав горелочного оборудования не входят блоки розжига пламени,
в комплект поставки системы включаются блоки управления розжигом и
контроля пламени МЛ 680 (по количеству горелок). Все оборудование
системы установлено в электрошкафу, где также расположена
пускозащитная аппаратура и органы управления и сигнализации. Блоки
управления розжигом устанавливаются в непосредственной близости от
газовых горелок; управление работой этих блоков осуществляется
непосредственно от регуляторов температуры / соотношения.
Для каждого типа автоматизируемых предприятием печей проектируются и
поставляются программно-технические комплексы - АРМ оператора печи на
базе ПК - для оперативного контроля и управления процессами отжига на
одной или нескольких печах.
АРМ оператора обеспечивает:
- сбор, регистрацию и архивирование текущих значений параметров процесса за любой промежуток времени;
- оперативную корректировку параметров процесса;
- представление
данных на экране монитора в виде графиков, таблиц, диаграмм в заданном
масштабе времени (почасовом, сменном, суточном);
- представление на
экране монитора в 2-х мерном изображении технологической схемы
процесса, в 3-х мерном – видов и разрезов печи с указанием
установленного оборудования с одновременным отображением измеренных
значений параметров и положения исполнительных органов;
- регистрацию нештатных ситуаций с указанием даты и времени;
- составление отчетных документов о работе печи за смену, сутки, месяц в удобном для анализа виде.
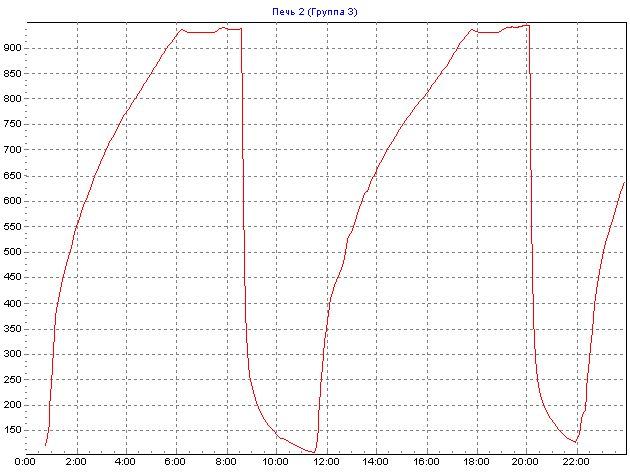
Использование системы позволяет повысить точность контроля и
регулирования параметров процесса отжига, существенно уменьшить
расход газа за счет оптимизации процесса горения, исключить
субъективный фактор из управления процессом.
Четыре системы МЛ
514 установлены и функционируют на ОАО «Сталь» (Луганский
тепловозостроительный завод). Эксплуатация комплексов показала их
высокую надежность и эффективность. За счет оптимизации температурных
режимов печи существенно снижен расход природного газа. По данным
предприятия после ввода в эксплуатацию АСУ ТП процессом нормализации
изделий потребление природного газа уменьшилось с 1600 м3 до 600…700
м3 на одну садку в 20 тонн изделий по сравнению с ручным управлением
процессом.