|
Избранное
Наши партнеры
Наши заказчики
|
МЛ 515 Система автоматизированного контроля и управления для вращающихся печей обжига Комплекс технических средств (КТС) предназначен для оперативного контроля и управления процессами обжига глинозема с целью получения исходных материалов для производства огнеупоров, а также для управления процессами хранения, транспортирования и сжигания в качестве дополнительного источника энергии твердого топлива (размолотая шелуха семян подсолнечника).
Обеспечивает поддержание заданных температурных режимов печи, аэродинамических характеристик процесса, безопасных режимов сжигания природного газа и твердого топлива, контроль и управление функционированием технологического оборудования в автоматическом и ручном режимах.
Модификации КТС могут быть использованы в других отраслях промышленного производства: печах обжига цемента, исходного сырья для металлургического производства, сушки исходного сырья компонентов шихты для стекловаренных печей и др.
При разработке архитектуры комплекса был принят за основу распределенный принцип управления отдельными относительно обособленными стадиями технологического процесса, выделенными по функциональному признаку. Такой подход обеспечивает высокую надежность комплекса, независимую отладку и ввод в эксплуатацию отдельных подсистем, существенно упрощает выполнение пусконаладочных, профилактических и ремонтных работ. Выделены следующие подсистемы, связанные между собой посредством программируемого интерфейса:
1. Подсистема контроля и управления вращающейся печью.
2. Подсистема контроля и управления пневмотранспортом для подачи твердого топлива со щитом местного управления на удаленном участке подготовки твердого топлива.
3. АРМ технолога / обжигальщика на базе ПК.
 Фото 1. Печь обжига огнеупоров  Фото 2. Щит управления печью обжига до модернизации. 1. Подсистема управления печью обжига.
Выполнена в виде щита управления, в котором установлено оборудование, обеспечивающее функции контроля, управления, регулирования и защит относительно вращающейся печи, в т.ч. функции ручного управления отдельными механизмами и устройствами. В состав подсистемы входят средства контроля и управления технологическим процессом обжига, многоканальный графический регистратор параметров, средства аварийной защиты и сигнализации.
Основные функции
1. Автоматическое / ручное управление и регулирование:
- температуры шамота в зоне обжига и на выходе холодильного барабана;
- поддержание заданного оператором расхода природного газа;
- поддержание заданного оператором расхода каолина;
- регулирование скорости вращения печи;
- регулирование скорости вращения дымососа;
- регулирование подачи воды на охлаждение шамота. 2. Контроль, отображение и регистрация:
- температуры шамота в зоне обжига (стационарный оптический пирометр RAYTEK);
- температуры шамота на выходе холодильного барабана;
- расхода природного газа;
- содержания СО в продуктах сгорания;
- загрузки и выгрузки печи;
- температуры газа: в пылевой камере, перед электрофильтром и перед дымососом;
- разрежения: в пересыпной и пылевой камерах, перед котлом утилизатором, перед
электрофильтром и дымососом;
- скорости вращения печи и дымососа;
- силы тока двигателей: вращающейся печи, холодильного барабана, дымососа.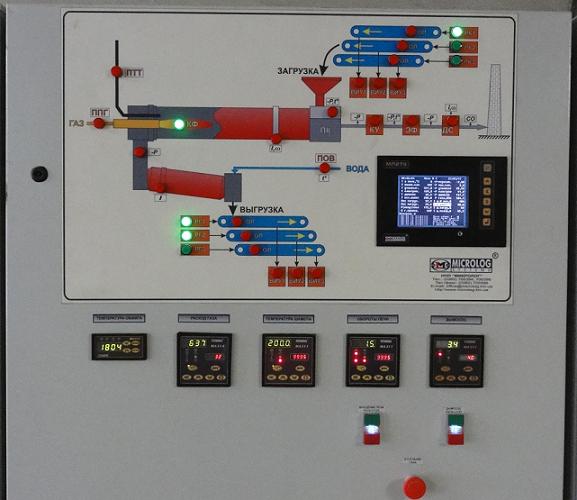 Фото 3. Щит управления печью обжига после модернизации и установки системы управления. 3. Контроль и аварийная сигнализация:
а) допусковый контроль параметров процесса:
- температуры дымовых газов: перед дымососом, перед котлом утилизатором, перед электрофильтром (больше допустимой);
- скорости вращения печи (ниже заданной);
- содержания СО в продуктах сгорания (больше допустимого);
- понижения / повышения давления природного газа перед горелкой;
- понижения давления природного газа перед печью;
- разрежения в пылевой камере (ниже допустимого).
б) аварийных режимов работы оборудования:
- отсутствия факела;
- остановки дымососа;
- отсутствия загрузки печи. 2. Подсистема управления пневмотранспортом
Выполнена в виде щита управления, в котором установлено оборудование, обеспечивающее все функции контроля, управления, регулирования и защит относительно подачи твердого топлива на горение, в т.ч. функции ручного управления отдельными механизмами двух линий пневмотранспортной системы. В состав подсистемы входят средства контроля и управления, многоканальный графический регистратор, средства аварийной защиты и сигнализации.
Основные функции:
1. Автоматическое / ручное управление и регулирование
б) управление операциями:
- пуска – останова линий пневмотранспорта 1 / 2;
- переключения с линии 1 на линию 2 и обратно в ручном и автоматическом режимах;
в) управление подачей твердого топлива на горение:
- управление работой дозаторов, шлюзовых питателей, вентиляторов, компрессора;
- управление задвижками на выходе из бункера и на входе в горелку;
- контроль положения задвижек;
- контроль состояния и защита оборудования подачи топлива.
г) регулирование расхода твердого топлива2. Отображение и регистрация
- текущих параметров процесса в реальном времени, в т.ч. расхода твердого топлива;
- аварийных параметров и режимов работы оборудования
3. Контроль и аварийная сигнализация
- аварийных режимов работы оборудования;
- допусковый контроль параметров процесса
- текущего (радарный датчик уровня VEGA), верхнего и нижнего уровней твердого топлива в
Бункерах;
- частоты вращения шнеков подачи твердого топлива;
- давления перед шлюзовым затвором и в пневмотрассах. Фото 4. Участок приема, хранения и подачи на горение твердого топлива.  Фото 5. Щит управления линиями подачи пневмотранспортом твердого топлива.  Фото 6. Щит местного управления линиями подачи пневмотранспортом твердого топлива. 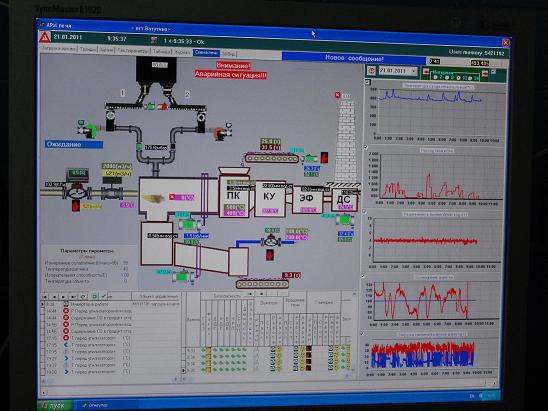 Фото 7. Мнемосхема технологического комплекса на экране монитора АРМ. 3. АРМ технолога / обжигальщика
Представляет собой программно – технический комплекс, предназначенный для оперативного контроля и управления технологическим процессом обжига огнеупоров, включая подачу твердого топлива посредством пневмотранспортной системы. В состав подсистемы входят ПК с периферией и соответствующее программное обеспечение АРМ.
Основные функции:
- сопряжение пространственно распределенных технических средств комплекса посредством
программируемого интерфейса RS 485 (modBUS);
- сбор, регистрация и архивирование текущих значений параметров процесса за любой промежуток времени;
- оперативная корректировка параметров процесса;
- представление данных на экране монитора в виде графиков, таблиц, диаграмм в заданном
масштабе времени (почасовом, сменном, суточном);
- представление на экране монитора в 2-х мерном изображении технологических схем процесса, в 3-х мерном – всего технологического комплекса с указанием установленных измерительных преобразователей и исполнительных устройств с одновременным отображением измеренных
значений параметров и положения исполнительных устройств;
- составление отчетных документов о работе печи за смену, сутки, месяц в удобном для анализа виде;
- регистрация нештатных ситуаций с указанием даты и времени;
- организация доступа оперативного персонала к работе с программно–техническим комплексом;
- ряд других возможностей, улучшающих качество и оперативность управления процессом. Фото 8. 3D- изображение технологического комплекса на экране монитора АРМ
На базе технических средств МЛ 515 осуществлена автоматизация печи обжига огнеупоров на ПАО «Ватутинский комбинат огнеупоров», Черкасская область.
Ввод в эксплуатацию КТС позволил повысить производительность печи, улучшить качественные характеристики производимой продукции, существенно снизить расход природного газа за счет оптимизации процесса горения и внедрения процесса сжигания твердого топлива в качестве дополнительного дешевого источника энергии.
 Фото 9. КТС автоматизированного контроля и управления, включая щит управления печью обжига, щит управления пневмотранспортом и АРМ технолога / оператора. Все оборудование комплекса, программное обеспечение всех уровней
разрабатывается и поставляется нашим предприятием.
Заказ/Запрос/Отзыв
|