|
Избранное
Наши партнеры
Наши заказчики
|
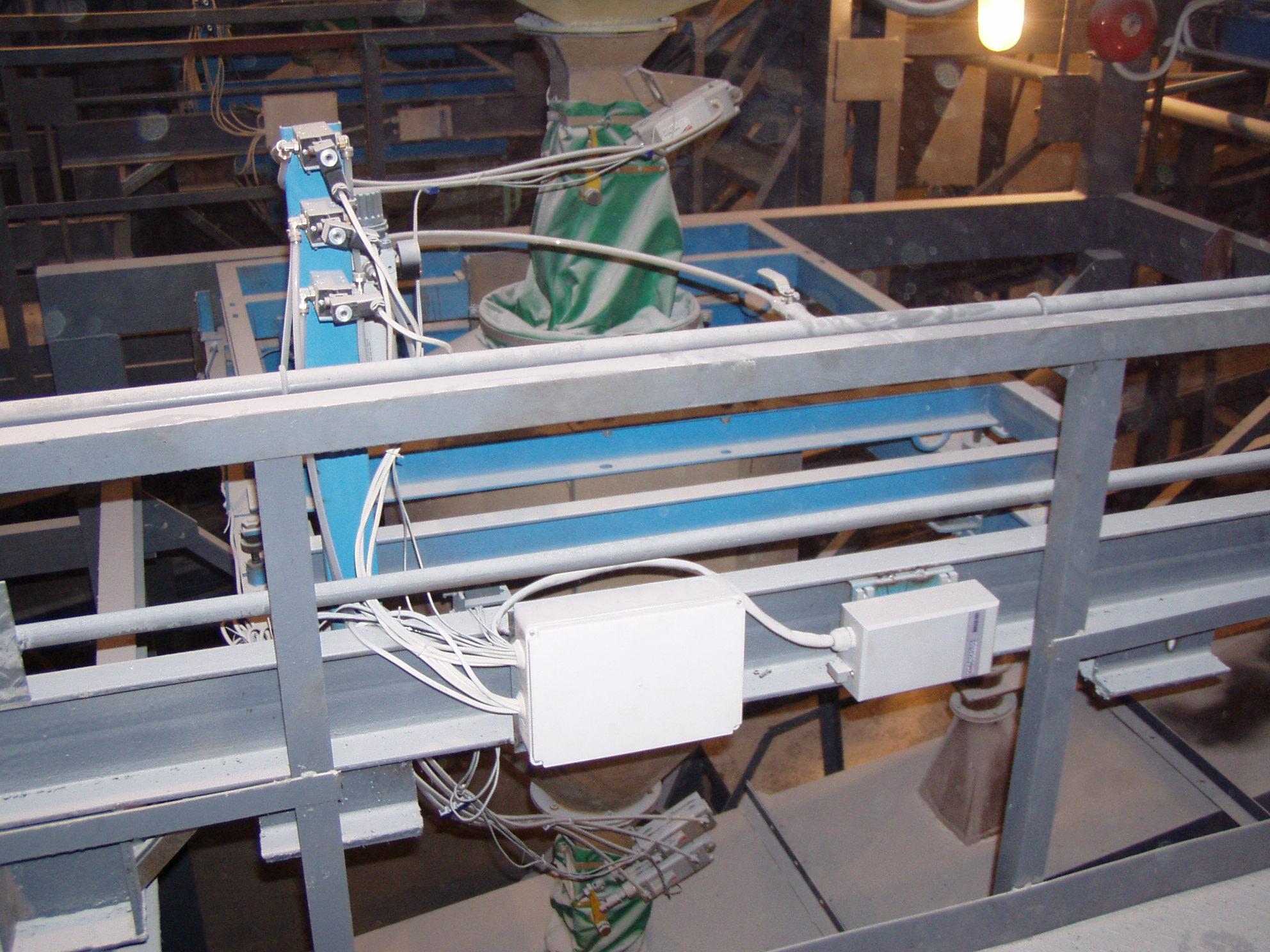
МЛ 530 Система управления линиями подготовки шихты (составные цеха стекольного производства) Система обеспечивает работу технологического комплекса, состоящего из дозирующего, смесительного и транспортного оборудования в ручном и автоматическом режимах. Пригодна для эксплуатации в условиях воздействия повышенной вибрации, запыленности, перепадов температуры, высоком уровне индустриальных помех. Выполнена на базе специализированных программируемых контроллеров дозаторов МЛ 316 (рис. 1, справа), контроллера транспортной системы МЛ 531 (рис. 2, 3), а также АРМ оператора – технолога на базе персонального компьютера (рис. 4). Рис. 1 Количество контроллеров дозаторов в системе определяется количеством компонентов шихты (в реализованных проектах – 9 дозаторов). В связи с большой протяженностью комплекса контроллеры устанавливаются в непосредственной близости от дозаторов (тензодатчиков), что исключает воздействие индустриальных помех на измерительные цепи, существенно повышает точность дозирования компонентов шихты. Контроллеры МЛ 316 имеют большой объем оперативной и энергонезависимой памяти, часы реального времени, 12 дискретных входов и 10 мощных дискретных выходов, обеспечивают питание присоединенных к ним тензодатчиков, преобразование сигналов тензодатчиков в цифровой код, цифровую обработку результатов измерений, контроль и управление механизмами дозаторов и сопряженного с ними технологического оборудования. Применение мощного микроконтроллера с 24-разрядным аналого-цифровым преобразователем обеспечивает высокую точность измерения веса, комбинированную аппаратно - программную фильтрацию помех. Управлении исполнительными механизмами каждого из дозаторов и сопряженного с ним оборудования на локальном уровне путем выработки управляющих сигналов завершения подачи продукта в бункер дозатора обеспечивает существенное повышение быстродействия, что особенно важно при прецизионном дозировании малых доз компонентов. Контроллер имеет гальванически развязанный интерфейс RS-485 для организации внешних связей, посредством которого он подключается к контроллеру транспортной системы МЛ 531 либо к персональному компьютеру в процессе настройки отдельного дозатора и связанного с ним технологического оборудования.  Рис. 2
Контроллер транспортной системы являет собой автономную подсистему обработки информации, выполненную на базе унифицированного набора функциональных модулей МЛ 380.ХХХ, в состав которой входит ряд модулей дискретных входов / выходов, система питания и регистратор параметров МЛ 920/921. Обеспечивает управление транспортными потоками исходных материалов и шихты в технологическом комплексе, синхронизацию работы транспортной системы и дозаторов, диагностику технологического комплекса и, при необходимости, ручное управление отдельными дозаторами или комплексом в целом (без ПК АРМ) при наладочных и ремонтных работах, ряд других вспомогательных функций, облегчающих работу оперативного персонала. Встроенная система питания обеспечивает питание напряжением постоянного тока (24 В) модулей контроллера, всех контроллеров дозаторов, дискретных датчиков и исполнительных органов, а также питание гальванически развязанным питанием интерфейсов связи всей системы управления.
Регистратор параметров МЛ 920/921 представляет собой подсистему обработки информации с большим объемом оперативной и энергонезависимой памяти, содержит часы реального времени и два гальванически развязанных интерфейса RS-485 для организации внешних связей: один - для связи с контроллерами дозаторов, второй – для связи с ПК АРМ. Имеет дополнительные входы / выходы для регистрации дискретных событий и выдачи сигналов предупредительной и аварийной сигнализации. Обеспечивает запись, корректировку и хранение рецептуры, распределение заданий контроллерам дозаторов, сбор и архивирование производственных данных за заданный промежуток времени, отображение технологической и диагностической информации, прием и передачу массивов данных при обмене с ПК АРМ оператора ЛПШ. Программирование всех настроек процесса, доступ к параметрам, архивам, рецептам, диагностической информации производится без остановки производственного процесса.
В ручном режиме управление работой комплекса осуществляется оператором с панели управления посредством расположенных на мнемосхеме комплекса элементов управления и индикации. При этом при дозировании отдельных компонентов их текущий вес отображается на соответствующих индикаторах, а начало и конец операций дозирования, загрузки и выгрузки определяются оператором.
При необходимости вес любого из компонентов может быть откорректирован вручную с помощью клавиатуры соответствующего контроллера дозатора.
задается посредством клавиатуры регистратора контроллера транспортной системы,
В автоматическом режиме система управления обеспечивает непрерывный контроль и управление всем технологическим процессом. Операции по приготовлению шихты выполняются автоматически в соответствии с заданным рецептом, который загружается в оперативную память каждого контроллера дозатора из памяти регистратора по номеру, заданному оператором. При оснащении оборудования соответствующими датчиками система контролирует запас компонентов в расходных бункерах, состояние оборудования и исполнительных органов. При использовании АРМ оператора автоматическая загрузка параметров рецепта производится от ПК АРМ, на мониторе ПК отображается весь ход процесса приготовления шихты с указанием заданных и текущих значений параметров, сообщений предупредительной и аварийной сигнализации, формируются сменные, суточные, месячные отчеты.
Программный – технический комплекс «АРМ оператора – технолога ЛПШ» предназначен для оперативного контроля и управления технологическими процессами приготовления шихты на стекольном производстве. АРМ обеспечивает:
- связь ПК с системой управления МЛ 530 посредством интерфейса RS 485 (протокол modBUS);
- сбор, регистрацию и архивирование текущих значений параметров процесса за любой промежуток времени;
- запись, хранение и передачу на контроллеры дозаторов производственных данных выбранного рецепта;
- оперативную корректировку параметров процесса;
- представление данных на экране монитора в виде графиков, таблиц, диаграмм в заданном масштабе времени (почасовом, сменном, суточном);
- представление на экране монитора в 2-х мерном изображении технологической схемы процесса с указанием установленных измерительных преобразователей и исполнительных устройств с одновременным отображением текущих значений параметров;
- составление отчетных документов о работе линии за смену, сутки, месяц в удобном для анализа виде;
- регистрацию нештатных ситуаций с указанием даты и времени;
- организацию доступа оперативного персонала к работе с программно–техническим комплексом;
- ряд других возможностей, улучшающих качество и оперативность управления процессом. 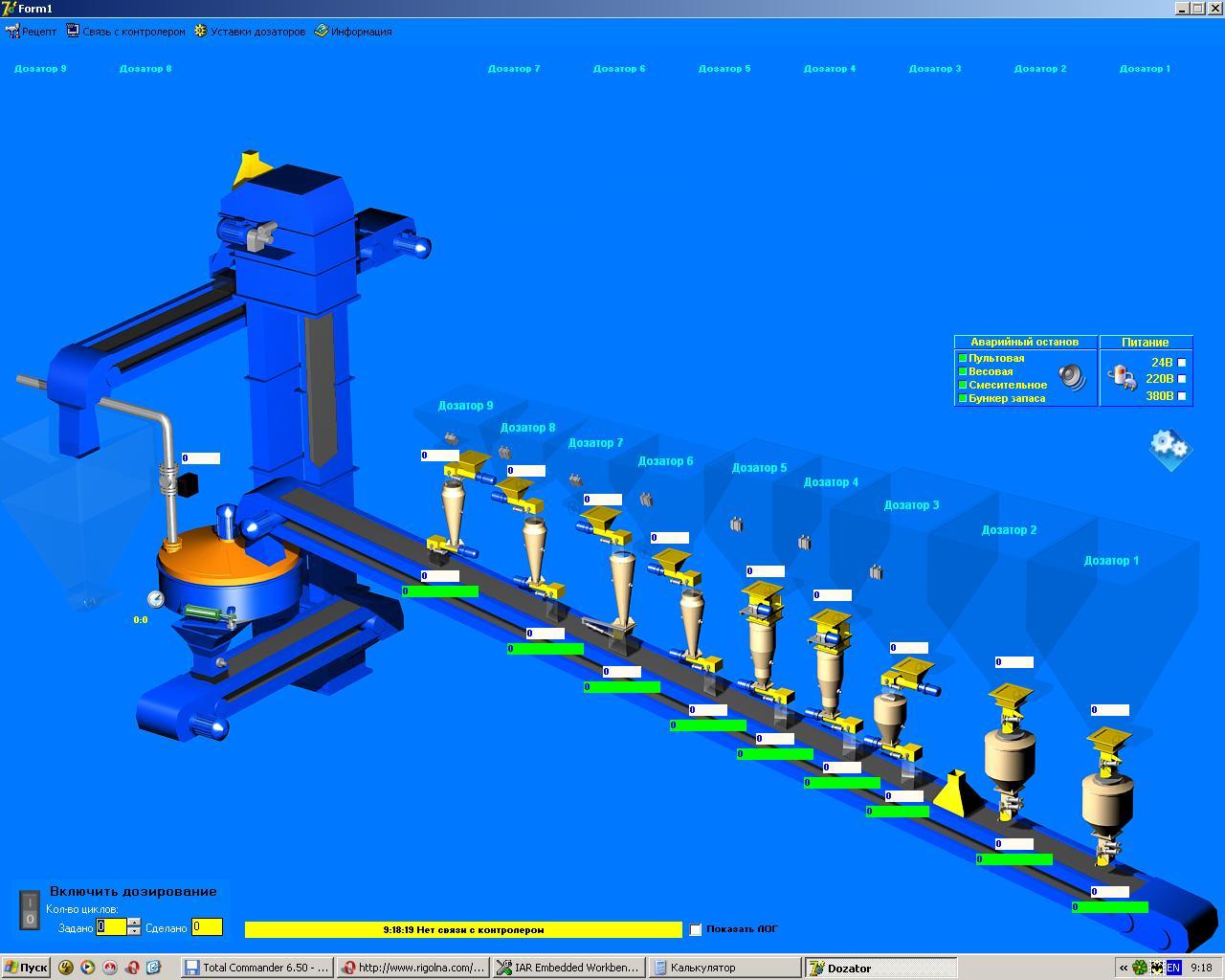
В настоящее время системы установлены и функционируют на трех линиях составного цеха ОАО «Рокитновский стекольный завод».
Заказ/Запрос/Отзыв
|










 Стекольная промышленность
Стекольная промышленность